
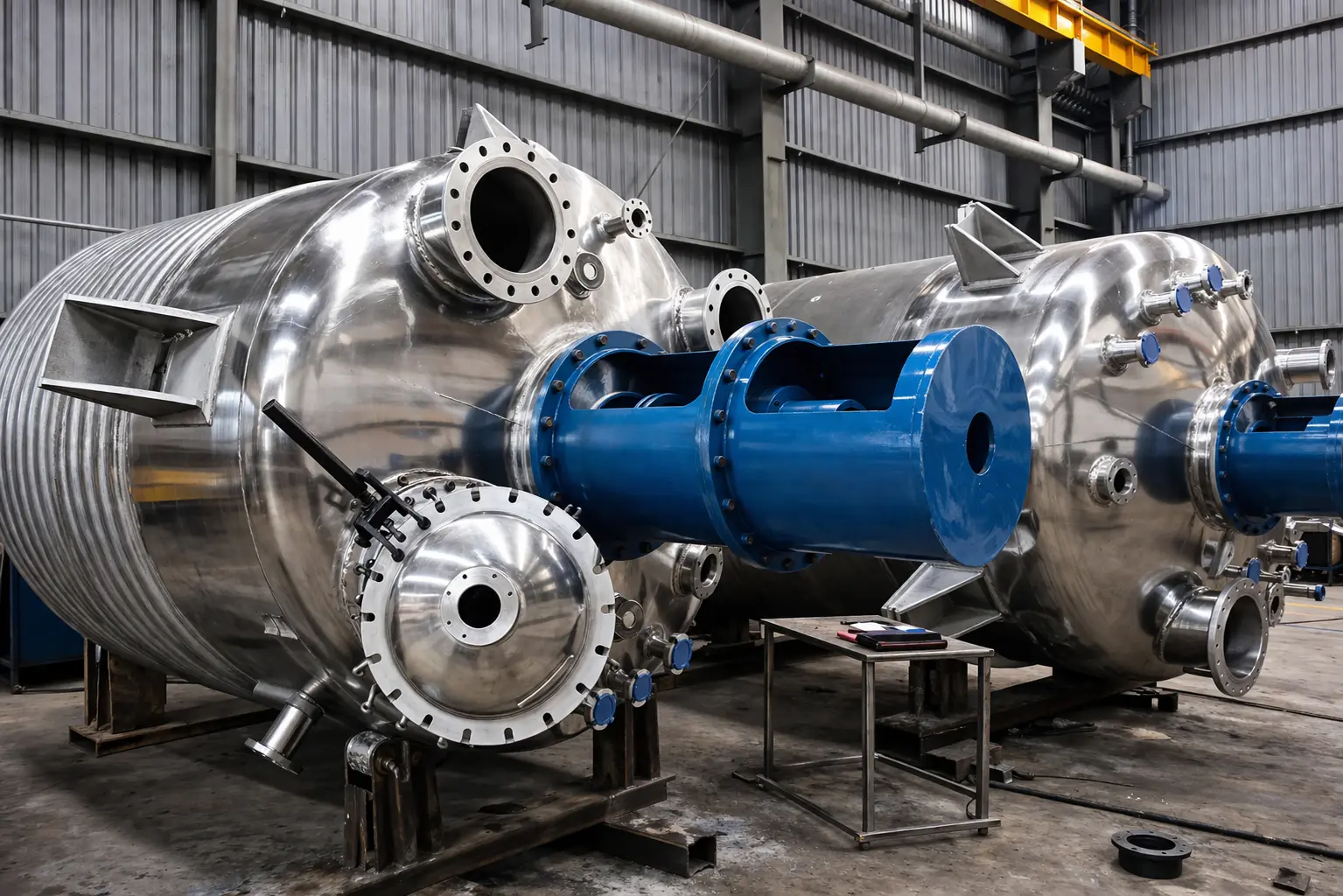
Industrial SS Reactors
High-pressure, multi-purpose reaction vessels engineered for complex chemical syntheses, blending, and precise thermal processing.
Reacting with Precision.
Controlling the Elements.
Industrial chemistry demands absolute control over temperature, pressure, and agitation. Our Stainless Steel Reactors provide a pristine, secure environment for your most critical manufacturing processes.
Advanced Chemical Synthesis
Whether for pharmaceuticals, petrochemicals, polymers, or food processing, our reactors are built to facilitate homogeneous mixing and rapid reaction times under the most demanding acidic or alkaline conditions.
Heavy-Duty Pressure Vessels
Chemical reactions often generate intense internal pressure and heat. Our vessels are engineered to strict ASME and ISO standards, utilizing premium Stainless Steel (SS-304/SS-316L) to prevent structural fatigue over decades of continuous operation.
Every unit is rigorously X-ray welded and hydro-tested to guarantee zero-leak, explosion-proof performance.
Flagship Equipment
Limpet Coil SS Reactor
Precision Heating & Cooling
Reaction kinetics rely heavily on precise thermal management. Our reactors are outfitted with exterior half-pipe limpet coils or full conventional jackets, allowing for rapid and uniform heat transfer across the entire vessel wall.
Whether circulating high-temperature thermic fluid, low-pressure steam, or chilled water, our designs eliminate hot spots and thermal shock, ensuring perfect batch consistency.
-
check_circleOptimized limpet coil pitch for maximum surface area contact.
-
check_circleHeavy mineral wool insulation with stainless steel cladding.
-
check_circleAutomated temperature control valve integration.
High-Grade SS-316L Fabrication
To combat highly corrosive chemicals, active pharmaceutical ingredients (APIs), and extreme pH levels, our reactor contact parts are built exclusively from premium SS-316L or Hastelloy. The interiors are mirror-polished to a sanitary Ra < 0.4 µm finish.
The central agitation system—whether anchor, turbine, or propeller—is driven by an explosion-proof, high-torque motor and secured with double mechanical seals to guarantee zero volatile emissions.
Operational Capabilities
Built for Extreme Conditions
From 50-liter pilot vessels to massive 20,000+ liter industrial batches.
100% radiography tested argon-welded joints for ultimate safety.
Engineered to safely sustain high-temperature thermic fluid processing.
Technical Specifications
Engineered Features
Available with conventional jackets for low-pressure heating/cooling or half-pipe limpet coils for high-pressure, high-velocity thermic fluid circulation.
Custom-pitched impellers (Anchor, Turbine, Pitched Blade) driven by ATEX-certified flameproof motors via heavy-duty reduction gearboxes.
Dished ends and shell bodies are strictly fabricated and tested to withstand intense internal vacuum or positive pressure up to requested atmospheric limits.
For pharmaceutical and high-purity chemical applications, the inner shell is mechanically and electro-polished to a sanitary, crevice-free finish to prevent contamination buildup.
The agitator shaft is equipped with single or double mechanical seals with cooling thermosyphons to completely eliminate the escape of hazardous fumes or pressure.
Vessels come pre-fitted with nozzles for thermowells, pressure gauges, sight glasses, and CIP (Clean-In-Place) spray balls, easily integrated into centralized SCADA systems.
Implementation Protocol
How We Work
Our engineering teams custom-design every reactor based on your specific chemical viscosities, thermodynamic requirements, and safety protocols.
Chemical Compatibility
We evaluate the corrosiveness, pH, and viscosity of your compounds to determine the exact grade of stainless steel or alloy required for the vessel body.
Thermal & Agitation Design
Utilizing flow dynamics software, we design the impeller shape, RPM, and limpet coil layout to ensure rapid, uniform mixing and heat transfer.
Fabrication & Hydro-Testing
The reactor is fabricated, mirror-polished, and subjected to rigorous hydrostatic and dye-penetrant testing before being certified for dispatch.
Case Studies & Endorsements
Industry Testimonials
"The thermal transfer rate on these limpet coil reactors is phenomenal. Our polymerization process requires holding temperatures exactly at 180°C under high pressure. The heavy-duty build and zero-leak mechanical seals have given our operators complete peace of mind."
Mr. Ramkumar Gupta
Super Techno Engineers Pvt. Ltd.
Featured Video Case Study
Mr. Osman Ansari
Managing Director, Core Pharmaceuticals
Support & Information
Frequently Asked Questions
We manufacture completely custom sizes. Our range spans from small 50-Liter pilot scale vessels up to massive 20,000+ Liter industrial production reactors.
The product contact parts are strictly fabricated using high-grade Stainless Steel (SS-304, SS-316, or SS-316L). For highly aggressive chemicals, we also offer Hastelloy cladding.
Limpet coils are welded to the exterior and are ideal for high-pressure, high-velocity heating (like thermic fluids). Conventional jackets are better for low-pressure steam or chilled water circulation.
We engineer custom impellers based on your fluid viscosity, including Anchor type (for high viscosity), Turbine type (for fast dispersion), and Pitched Blade Propellers (for general mixing).
Yes, for petrochemical and solvent-based reactions, we equip the reactors with ATEX-certified flameproof/explosion-proof motors and heavy-duty reduction gearboxes.
Absolutely. We follow strict ASME Section VIII guidelines. All pressure-bearing welds are X-ray tested, and the completed vessel undergoes severe hydrostatic pressure testing before dispatch.
Yes, our engineering team handles end-to-end installation, SAT (Site Acceptance Testing), and integration with your existing SCADA systems worldwide.
Depending on the size and complexity, standard fabrication takes 8-12 weeks. We also offer expedited manufacturing options for urgent production requirements.
We mechanically and electro-polish all internal contact parts to a pristine, sanitary Ra < 0.4 µm finish, eliminating micro-crevices where residue could build up.
Yes, all our sanitary and pharmaceutical grade vessels come pre-fitted with standardized spray balls and nozzles for seamless Clean-In-Place and Sterilize-In-Place operations.