
Material Handling Equipments
Efficient, robust, and continuous material transport systems engineered for solvent extraction and edible oil plants built to handle oilseeds, meal, DOC, and by-products at every stage of production.
Material Handling Systems for Edible Oil & Solvent Extraction Plants
A reliable bulk material handling system is the backbone of any solvent extraction or edible oil plant. From transporting raw oilseeds at the intake stage to loading finished meal and DOC into bags for dispatch, every step depends on efficient, continuous, and low-maintenance conveying equipment. At Super Techno Engineers, we design and manufacture a complete range of material handling equipment for solvent extraction plants built for heavy-duty industrial use and long service life.

Belt Conveyor for Solvent Extraction Plant
A Belt Conveyor is one of the most essential material handling systems used in solvent extraction plants and edible oil refineries. It transports raw materials and processed products such as oilseeds (soybean, mustard, sunflower), rice bran, pellets, and meal efficiently from one section to another, ensuring smooth and continuous production flow.
Our belt conveyors consist of a continuous moving belt mounted on rollers or idlers, driven by a high-performance motor. Available in horizontal, inclined, and declined designs, they are engineered to suit the specific layout requirements of your solvent extraction or edible oil plant.
Key Features:
- check_circle Continuous and efficient material transport
- check_circle Handles bulk materials with ease
- check_circle Available in horizontal, inclined, or declined designs
- check_circle Low power consumption and minimal maintenance
- check_circle Durable construction for long service life

Bag Loading System for Solvent Extraction Plant
A Bag Loading System is an essential setup used in solvent extraction plants and edible oil plants for filling, handling, and loading finished products such as de-oiled cake (DOC), meal, or other by-products into bags for storage and transportation.
This system ensures efficient packing and smooth movement of bags from the production line to dispatch areas, significantly reducing manual effort and improving overall plant productivity.
Key Functions:
- check_circle Filling bags with processed material (meal/DOC)
- check_circle Weighing and sealing for accurate packaging
- check_circle Conveying and stacking bags for easy handling
- check_circle Preparing goods for transport and storage

Industrial Bag Stacker Conveyor Machine
Boost your plant's material handling efficiency with our high-performance Industrial Bag Stacker Conveyor Machine designed for fast, smooth, and reliable bag loading and unloading operations in solvent extraction plants, edible oil refineries, and other bulk processing industries.
Applications: Used for efficient stacking and movement of bags, cartons, and packaged materials.
Ideal For Industries:
- factory Cement & Fertilizer
- restaurant Food Processing & Packaging
- warehouse Warehousing & Chemical Industries
Key Features:
- check_circle Heavy-duty steel structure
- check_circle Adjustable height mechanism
- check_circle Smooth belt operation
- check_circle Easy mobility with casters

Bucket Elevator Chain for Solvent Extraction Plant
Built for high-performance industrial conveying applications, our Heavy Duty Bucket Elevator Chains are precision-engineered for smooth operation, maximum durability, and reliable performance in demanding environments, including solvent extraction plants, edible oil refineries, and grain processing facilities.
Applications:
- settings Bucket Elevator Systems
- precision_manufacturing Material Handling Plants
- factory Cement & Fertilizer Industry
Key Features:
- check_circle High Tensile Strength
- check_circle Precision Fabricated
- check_circle Corrosion Resistant
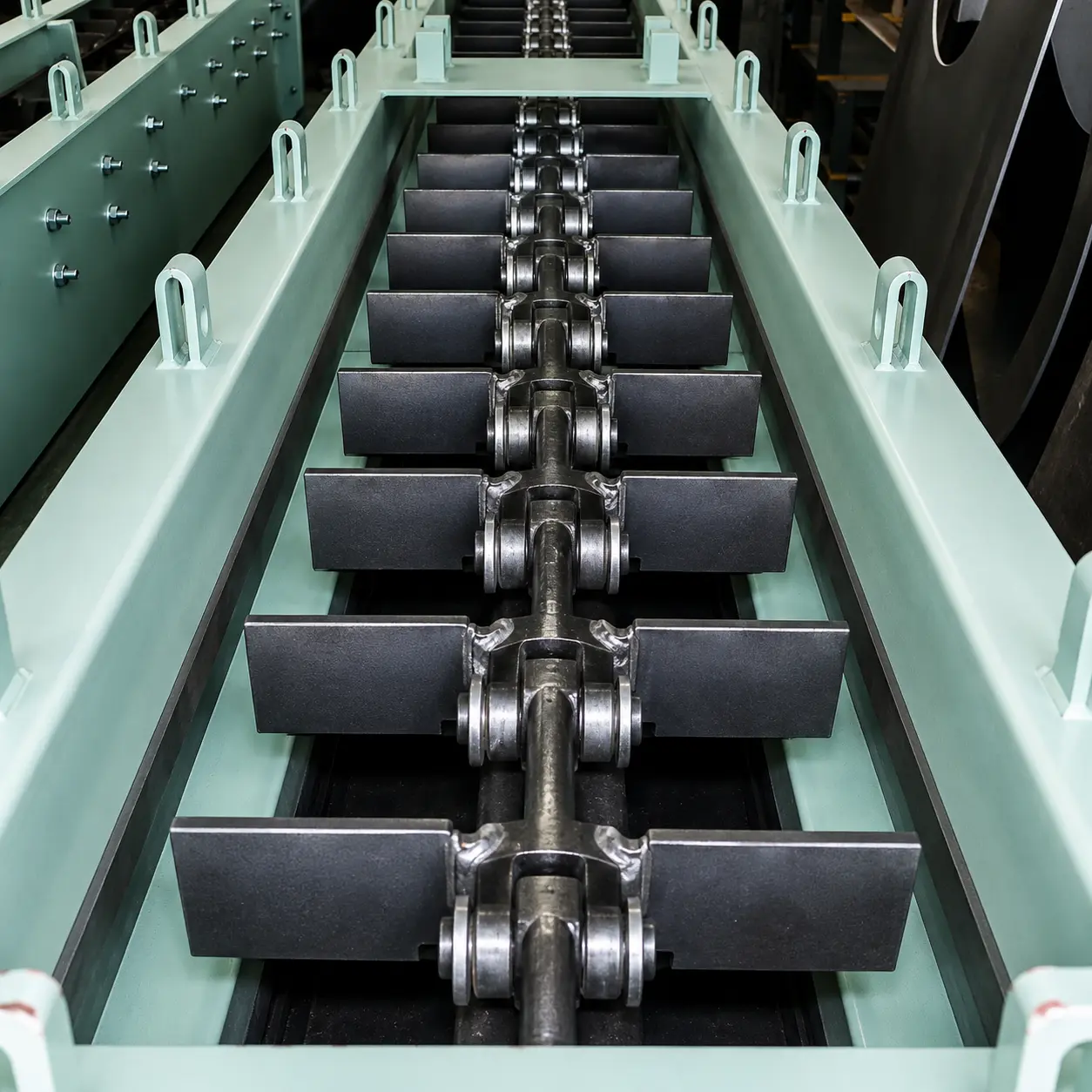
Drag Chain Conveyor for Oil Mill & Solvent Extraction
Our high-performance Drag Chain Conveyor System is engineered for efficient bulk material handling with smooth and continuous operation making it an ideal choice for oil mills, solvent extraction plants, and heavy-duty industrial processing facilities.
Key Features:
- check_circle Heavy Duty Construction
- check_circle High Load Capacity
- check_circle Precision Engineered Components
- check_circle Energy Efficient

Industrial Conveyor System for Processing Plants
Our heavy-duty Industrial Conveyor System is designed for efficient material transfer across manufacturing and processing units including solvent extraction plants, edible oil refineries, and other bulk processing industries.
Built with a robust MS fabricated steel frame, chain drive mechanism, and high-performance geared motor, it ensures smooth and reliable operation for continuous production workflows.
Technical Queries
Frequently Asked Questions
We use high-grade Carbon Steel for solvent extraction plant components and premium SS-304/SS-316 stainless steel for edible oil plant applications to ensure durability and strict food safety compliance.
Yes. Our equipment is designed for universal compatibility. We customize dimensions, flanges, and mounting arrangements to seamlessly fit your existing plant setup without major structural modifications.
Depending on the equipment type, size, and technical specifications, manufacturing typically takes between 4 to 8 weeks at our facility.
Our Bucket Elevator Conveyor is specifically designed for vertical material handling in edible oil and solvent extraction plants. It lifts bulk materials including oilseeds, meal, and granules with high accuracy and minimum spillage.
Absolutely. Our team of expert engineers provides complete onsite mechanical installation, piping, and commissioning support both within India and for international projects.
Our conveyor systems and material handling equipment are designed for extremely low maintenance with surface-hardened parts and wear-resistant components. We recommend routine technical inspections every 6 months for optimal performance.